STEP – 1 (THE SPACE)


FACTORY - HOMEBLOWN EUROPE
LOCATION – CHARNECA DA CAPARICA, LISBON, PORTUGAL
SPACE – 270 m2,
APROXIMITY - 5km, to the Beach, and 15 Km to Lisbon
In April of 2009, Homeblown looks for a space, after looking over 10 spaces, in less than 1 month we sign the contract with the Landlaw, 270 m2, Industrial Space, 5 Km to Costa da Caparica and 15 KM to Lisbon. (Know the Planning of the factory starts).
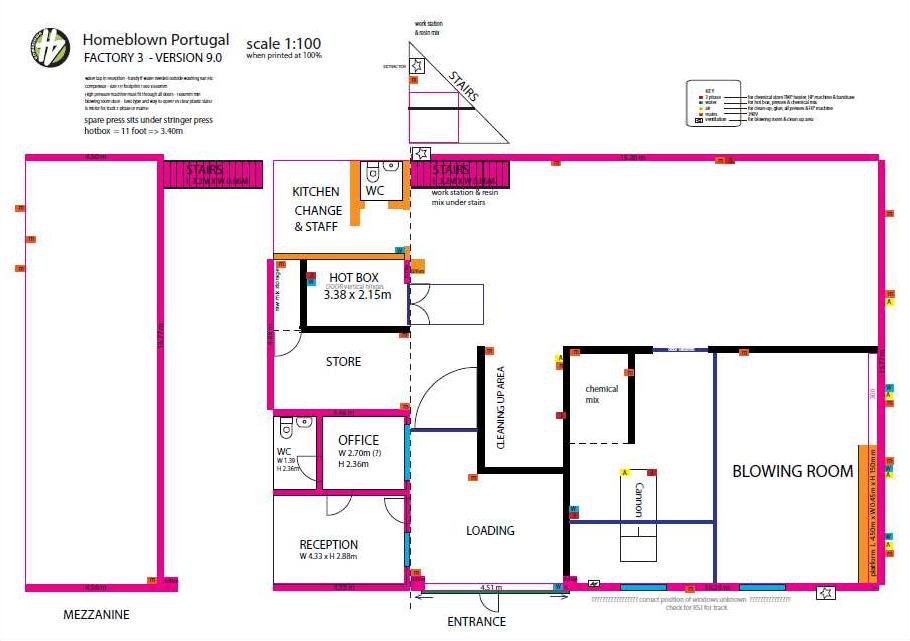 STEP – 2 (LAYOUTS)
STEP – 2 (LAYOUTS) After a lot of work and conclusion, Homeblown Staff design a first layout for the new factory, regarding Machines, spaces around the factory.

The second layout, more important is the display of ELECTRICAL, WATER, AND AIR POINTS.
Everything is revised 3 to 4 times, and discussed about all the planning’s of the factory.
3 weeks later, the project is approved and now we are ready to start to put the factory UP.
STEP – 3 (IN CONSTRUCTION)



Thanks to Homeblown UK staff, Jonathan, Badger, Mister Oscar (WILDER), Joaquin Lino (Electrical Man) and the construction mans, we get thinks running, each man knows exactly what to do.

After 2 months, of hard working, including Saturdays and Sunday, finally the hard work in the factory is done.
Now we are ready to make the first test and project the first Surf Blanks.


